What Is Deep Drawing ? Working Of Deep Drawing Sheet Metal Processes
Deep drawing process
Cup drawing or deep drawing is one of the widely used sheet metal forming operations. Cup shaped objects, utensils, pressure vessels, gas cylinders, cans, shells, kitchen sinks etc are some of the products of deep drawing. In this process, a sheet metal called blank is placed on a die cavity, held in position using a holding plate or holding ring and pressed against the die cavity using a solid punch. The sheet metal attains the shape of the die cavity with flat bottom. Both die and punch should be provided with corner radius in order to avoid shearing of the sheet.
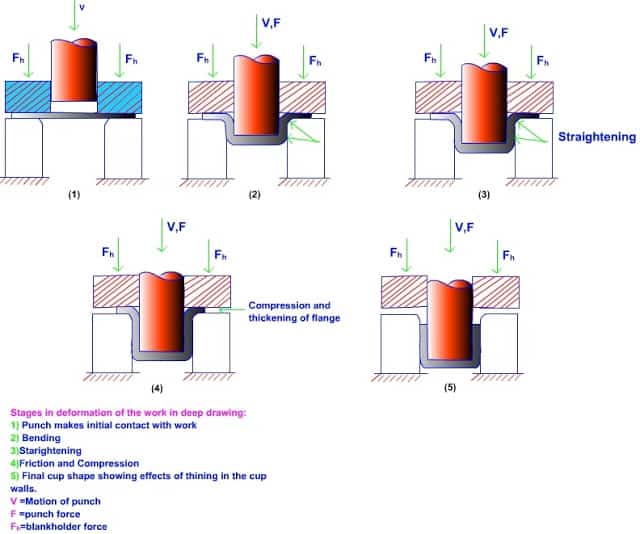
Cup drawing process – sequence of operation
Working Of Deep Drawing Sheet Metal Processes
During drawing of sheet into the die, there is thickening of the sheet upto 12%. Therefore, clearance is provided between the punch and die. The radial clearance therefore is equal to the sheet thickness plus the thickening of sheet. Punch pushes the bottom of the sheet into the die cavity. The flat portion of the sheet under the holding plate moves towards the die axis, then bends over the die profile. After bending over the die profile the sheet unbends to flow downward along the side wall. The vertical portion of the sheet then slips past the die surface. More metal is drawn towards the center of the die in order to replace the metal that has already flown into the die wall. Friction between holding plate and blank and that between die and blank has to be overcome by the blank during its horizontal flow.
Manufacturing companies are always preferred to use a method which is flexible and long lasting while keeping production waste smallest. Deep-drawn metal stamping process does just that. Deep-drawn stamping procedures is more than just metal shaping process since metal blanks might be shaped into knotty shapes with several sizes. There are also secondary processes essential like the notching, piercing, beading along with the machining process. The stamping procedures utilize raw material sheets instead of metal blocks, which help in cost reduction. However, it is required to use extensive process and metallurgic familiarity to do the job of stamping procedures.
Tool materials
Punches and dies are typically made of tool steel, however carbon steel is cheaper, but not as hard and is therefore used in less severe applications, it is also common to see cemented carbides used where high wear and abrasive resistance is present. Alloy steels are normally used for the ejector system to kick the part out and in durable and heat resistant blankholders
Lubrication and cooling
Lubricants are used to reduce friction between the working material and the punch and die. They also aid in removing the part from the punch. Some examples of lubricants used in drawing operations are heavy-duty emulsions, phosphates, white lead, and wax films. Before choosing a lubricant consider the effective temperature range, corrosion characteristics, and the methods of applying and removing the lubricant. Plastic films covering both sides of the part while used with a lubricant will leave the part with a fine surface.
Sachin is a B-TECH graduate in Mechanical Engineering from a reputed Engineering college. Currently, he is working in the sheet metal industry as a designer. Additionally, he has interested in Product Design, Animation, and Project design. He also likes to write articles related to the mechanical engineering field and tries to motivate other mechanical engineering students by his innovative project ideas, design, models and videos.
Introduction to Pressure Vessels Vessels, tanks, and pipelines that carry, store, or receive fluids are called pressure vessels. A pressure vessel is defined as a container with a pressure...
指骨关节铰链接合是用来连接two rods which are under the action of tensile loads. However, if the joint is guided, the rods may support a compressive load. A knuckle joint...