表的内容
喷丸强化介绍
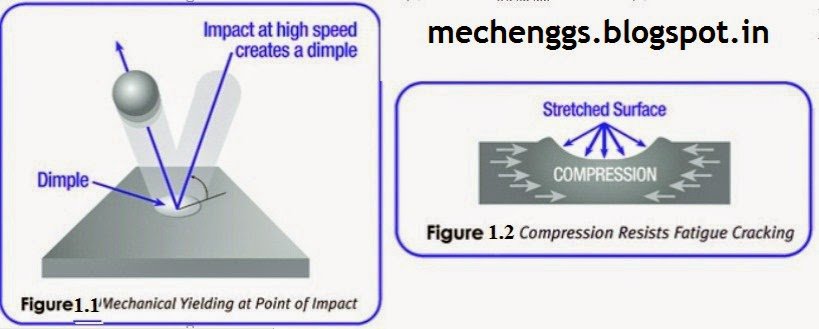
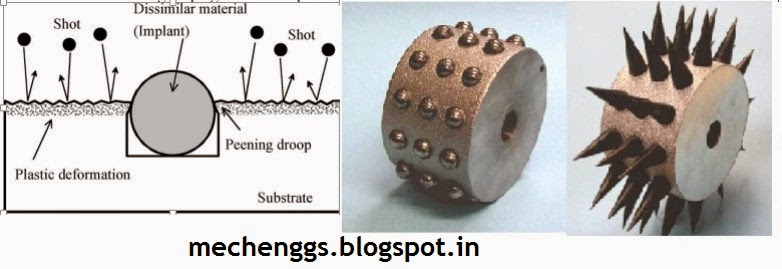
喷丸强化是一种冷加工工艺零件的哪个表面被小的球形介质轰击射杀。每一颗击中金属的子弹就像一个微小的喷丸锤,在表面上留下小凹痕或凹痕。为了酒窝要创造出来,金属的表层必须在张力下屈服。在表面之下是被压缩的颗粒试图将表面恢复到原来的形状,产生一个半球高应力的冷加工金属。重叠韧窝形成均匀的残余压应力层。
锤击动作
喷丸强化设备
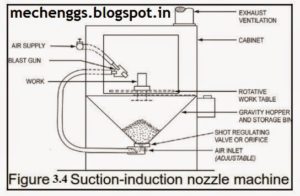
的鼓风的方法通过重力或直接压力将喷丸引入压缩空气流,通过喷嘴直接喷丸到要喷丸的工件上。空泡法可以在小丸尺寸下产生较高的强度,可以用长喷嘴对深孔和腔体进行喷丸,在复杂零件的小区域喷丸消耗较少,初始成本较低。
喷丸强化方法
常规(机械)喷丸强化
常规的喷丸强化有两种方法。方法一是用压缩空气加速弹丸材料。射孔枪被引入高速气流中,加速射孔枪的速度可达250英尺/秒。第二种方法是用一个轮子加速射击。
Laser-shot锤击- - - - - -
激光喷丸利用冲击波产生残余压应力。该工艺的主要好处是有一个非常深的压缩层和最小的冷加工。渗碳钢的层深可达0.40 ",铝合金的层深可达0.100 "。机械喷丸法只能达到这些深度的35%。
双锤击
双喷丸通过小喷丸和低强度对同一表面进行二次喷丸,进一步提高了单喷丸操作的疲劳性能。第二次对表面的喷丸将峰值推入山谷,进一步增加了表面的压应力。
应变锤击
当双重喷丸使压缩层外表面的压应力增加时,应变喷丸在整个压缩层中产生更大的压应力。这种额外的应力是通过在喷丸前在其弹性极限内预压零件而产生的。当喷丸介质冲击表面时,由于预压作用,表层在拉力下进一步屈服。当金属表面试图恢复自身时,额外的屈服会导致额外的压应力。
参数选择
喷丸强化参数的选择取决于各种条件:
- 了解组件的应用
- 组件几何
- 制造方法
- 基材的机械性能
- 基材的应变敏感性
- 环境
- 使用条件、负载和周期
- 成本的敏感性
喷丸强化的应用
在一些制造过程之后
如磨削,电火花加工(EDM),电镀,电化学加工(ECM),阳极氧化,等离子,脱碳
通过喷丸处理,改善了使用效果
气蚀损伤、微动和微动疲劳、磨痕、点蚀、裂纹止裂、应力腐蚀开裂,图中显示了压缩裂纹止裂的概念。
产品受益于喷丸处理
- 喷气发动机叶片
- 连杆
- 曲轴
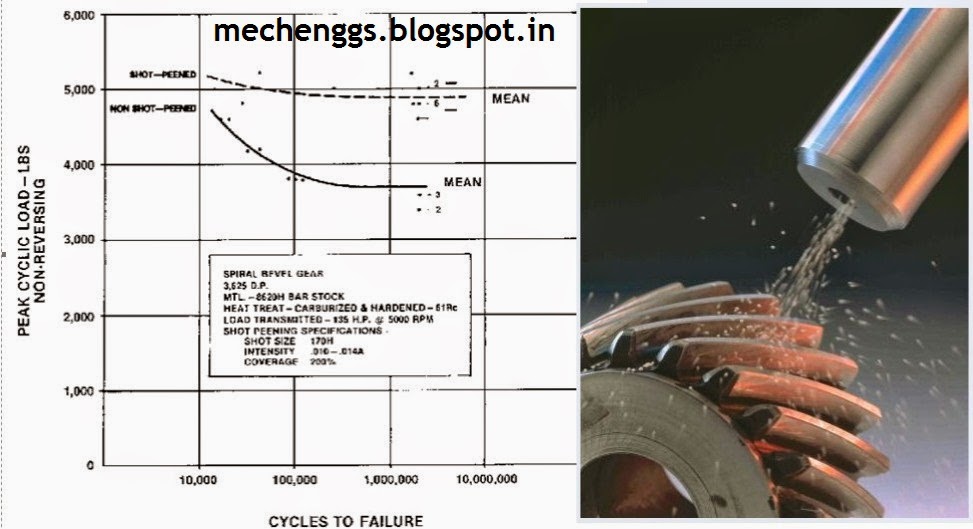
- 齿轮
- 轴和轴
- 弹簧
- 扭转酒吧
喷丸的好处
- 提高疲劳强度。
- 提高了极限强度。
- 防止因磨损而开裂。
- 防止腐蚀。
- 防止担忧。
- 可增加受损零件的疲劳强度,延长磨损时间。
- 增加润滑通过创造小毛孔,在其中润滑剂可以积累。
- 留下一个均匀的纹理,完成的表面准备立即使用或油漆和涂料。
- 可用于弯曲金属或拉直轴没有产生拉应力在喷丸成形过程。
枪衬
————————————————————————————————————————–
下载
- 喷丸强化介绍
- 喷丸处理和喷丸处理的区别??
- 喷丸强化设备
-
流程规范过程控制参数
-
喷丸强化在各种用途上的应用
-
喷丸强化的优点和局限性
————————————————————————————————————————–